







Реальный разговор, который произошел между мной и Главным Технологом.
Я предложил следующее:
- А можно я буду работать без зарплаты, но за каждую найденную ошибку в чертеже я стану получать по сто рублей!
Ответ Главного Технолога:
- Ты решил завод разорить?
*****
Глава 2.
Штампы.
Раздел 2. Штампы пробивки и вырубки.
§1. Ошибка несистемного подхода.
Также, как «у каждого хирурга есть своё кладбище», так и у любого конструктора технологического оснащения есть несколько рассказов о своих ошибках. Случай, о котором пойдет речь далее, произошел со мной в самом начале моей работы конструктором в Бюро по проектированию оснастки: в ходе выполнения задания по разработке штампа поначалу показалось, что была совершена всего одна ошибка. Однако позднее все обернулось гораздо более печальными, но от того в крайней степени поучительными последствиями, не рассказать о которых было бы с моей точки зрения недальновидно и непозволительно.
I. Геометрия металла.
Рисунок К2.2.11: фрагмент чертежа Пластины
На Рисунке К2.2.11 изображен фрагмент чертежа Пластины. Материал: АМг6,
лист толщиной 4 мм.
Изначально задание, присланное по электронной почте от цеховых технологов, звучало так:
«Спроектировать штамп вырубки контура для детали Пластина».
II. Производственные будни.
Штамп был выдан в производство сравнительно быстро (Видео К5). Основной проблемой стала аппроксимация эллипсных кромок, которые на чертеже (Рис. К2.2.11) определяют габаритные кромки Пластины слева: на Рисунке К2.2.12 три аппроксимирующих радиуса выделены красным цветом.
Рисунок К2.2.12: фрагмент чертежа штампуемой детали
Фрагмент сборочного чертежа штампа вырубки контура представлен на Рисунке К2.2.13.
Рисунок К2.2.13: фрагмент сборочного чертежа штампа вырубки контура
В виду массивности, пуансон пришлось усложнить (Рис. К2.2.14) и выполнить с насадкой из термообработанной стали Х12МФ (Видео К6).
Рисунок К2.2.14: фрагмент сборочного чертежа пуансона
Ранее Пластины получали, вырезая контур из листа на гидроабразивной резке. Но теперь был изготовлен штамп (Видео К7), и вот что из этого получилось (Рис. К2.2.15):
1. слева — заготовка Пластины, полученная при испытании штампа;
2. справа — результаты работы штампа.

Рисунок К2.2.15: Пластины
III. Первая ошибка и второй штамп.
Конечно же можно было сколько угодно апеллировать к конкретному заданию в служебной записке: «Спроектировать штамп вырубки контура для детали Пластина». Но мне сурово был задан вопрос: «А ты куда смотрел?»
И я получил новое задание на проектирование штампа для пробивки той самой группы отверстий, присутствующих на чертеже Пластины (Рис. К2.2.16), которые отмечены красным цветом.
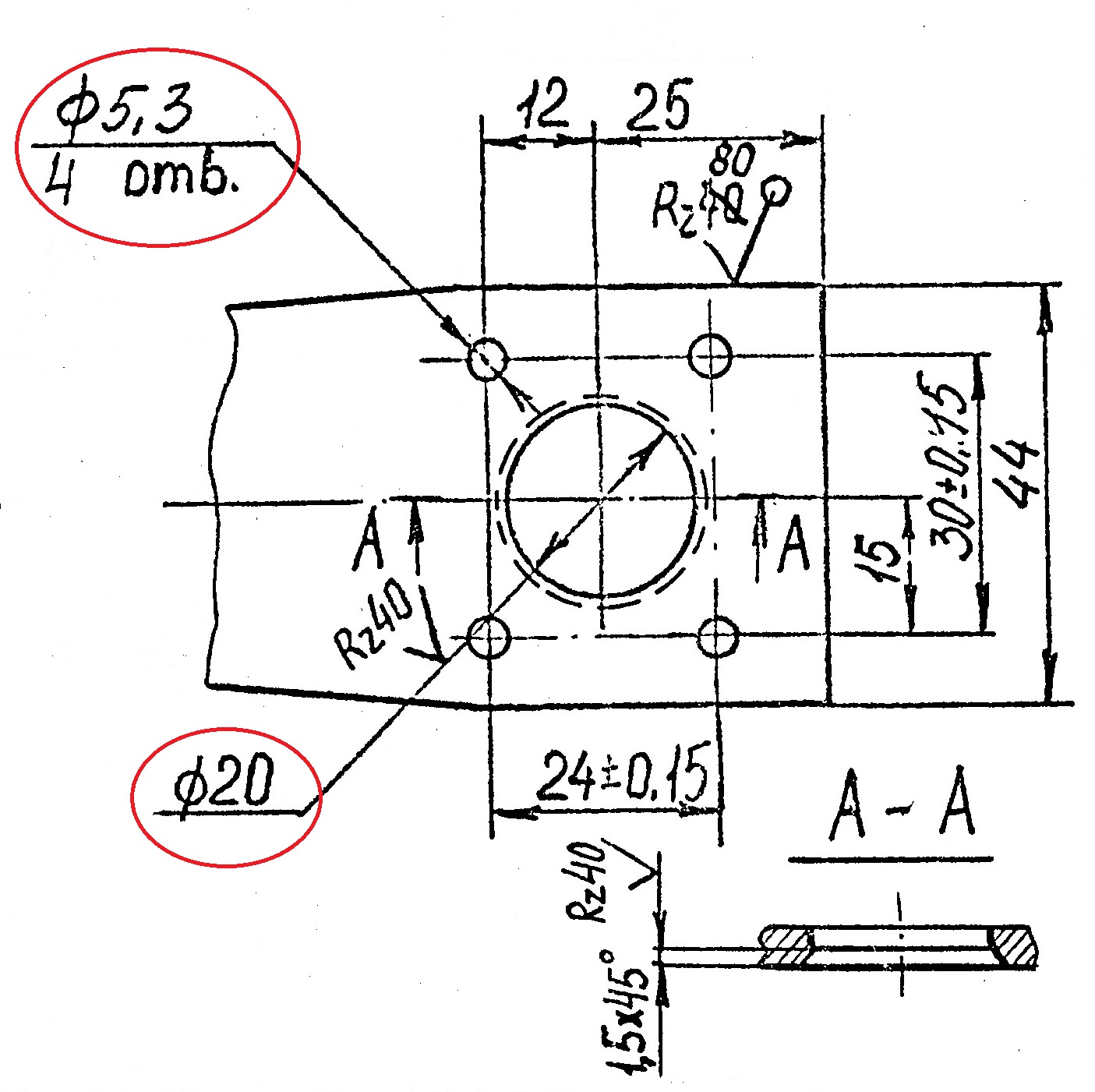
Рисунок К2.2.16: группа отверстий
Необычность выданного в производство второго штампа (Видео К8) заключалась в том, что группа отверстий должна была пробиваться в заготовке с уже сформированным в ранее изготовленном штампе контуром. В этой связи в конструкции штампа применен боковой прижим по ГОСТ 18765-80 (Прижим 1040-0046), о котором шла речь в «Неоконченных хрониках «Технологии кувалды» (Глава 5, Раздел 2, Параграф 4: «Пружина. Оснастка для оснастки»).
На Рисунке К2.2.17 представлен фрагмент сборочного чертежа штампа, где боковой прижим помечен зеленой стрелкой.
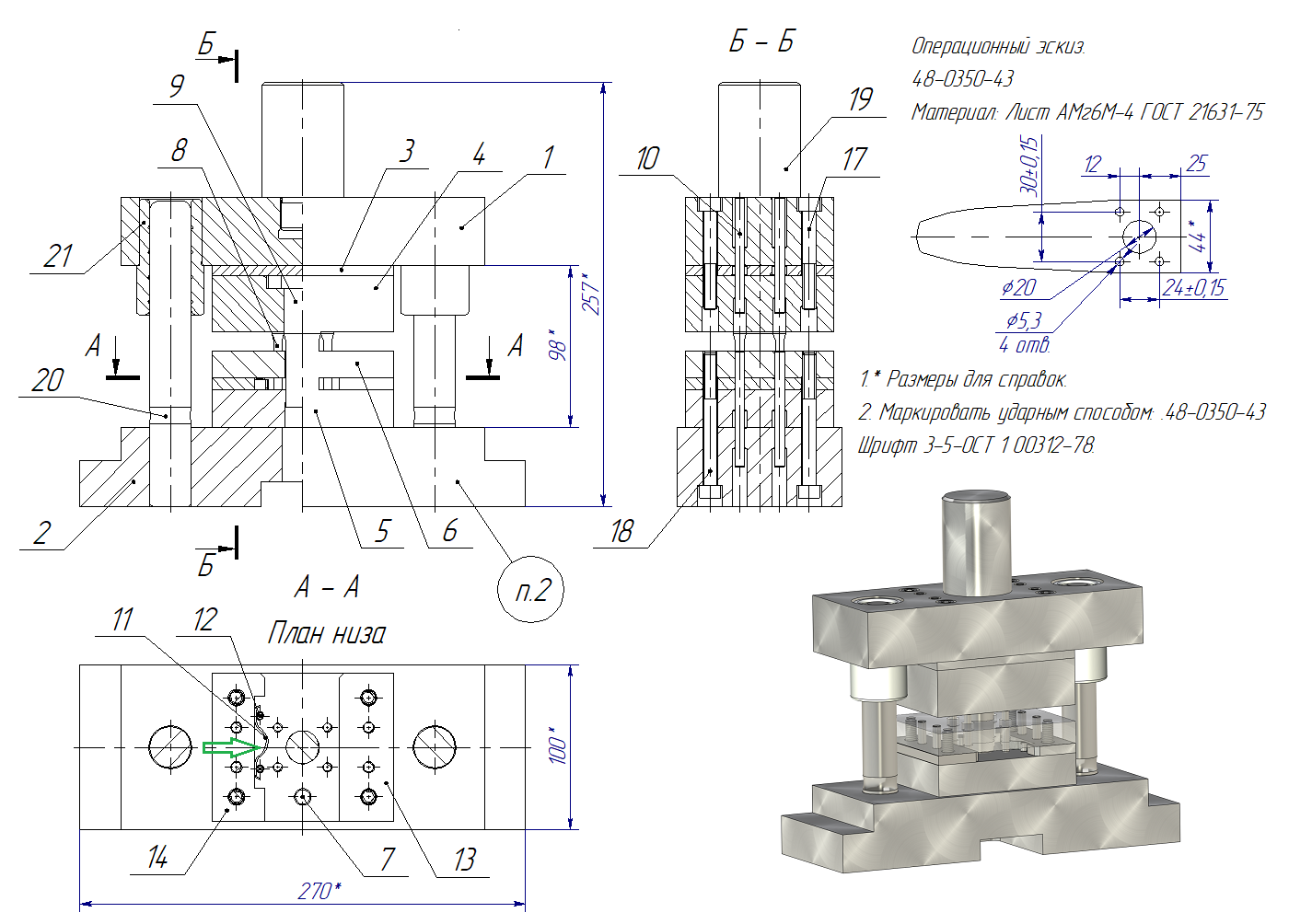
Рисунок К2.2.17: фрагмент сборочного чертежа штампа пробивки
IV. Последствия несистемного подхода.
Это случилось практически сразу после того, как второй штамп уже был готов в металле. На слесарном участке я неожиданно обнаружил то, что отмечено на Рисунке К2.2.18 красной стрелкой: в Пластине было просверлено отверстие Ø4,2 мм.

Рисунок К2.2.18
Поначалу я подумал, что это какая-то самодеятельность, но слесарь козырнул тем, что сверление данного отверстия предусмотрено в маршрутной карте. Пришлось посетить цеховых технологов из ПТБ, которые прояснили ситуацию следующим:
«Пластина приваривается в сборке к срезу трубы (этим и объясняется эллипсная форма с одной из сторон детали). Поскольку в сборке все швы кольцевые, то возникает вероятность вздутия трубы из-за увеличения давления изнутри нагретыми от сварки газами. Обнаруженное отверстие называется «газовым отверстием» и предусматривается Производственной инструкцией в подобных сварных конструкциях».
Всю трагичность момента можно ощутить на Рисунке К2.2.19: газовых отверстий выполняется в одной партии тысячи ( на самом деле рядом стояли еще несколько ящиков, доверху заваленными Пластинами с газовыми отверстиями)!

Рисунок К2.2.19: Пластины на участке заготовок
Моё расследование стартовало с того, с чего, уже очевидно, нужно было начинать еще тогда, когда было получено то самое задание в служебной записке о проектирование штампа вырубки контура: с изучения сборочного чертежа, в который входила Пластина.
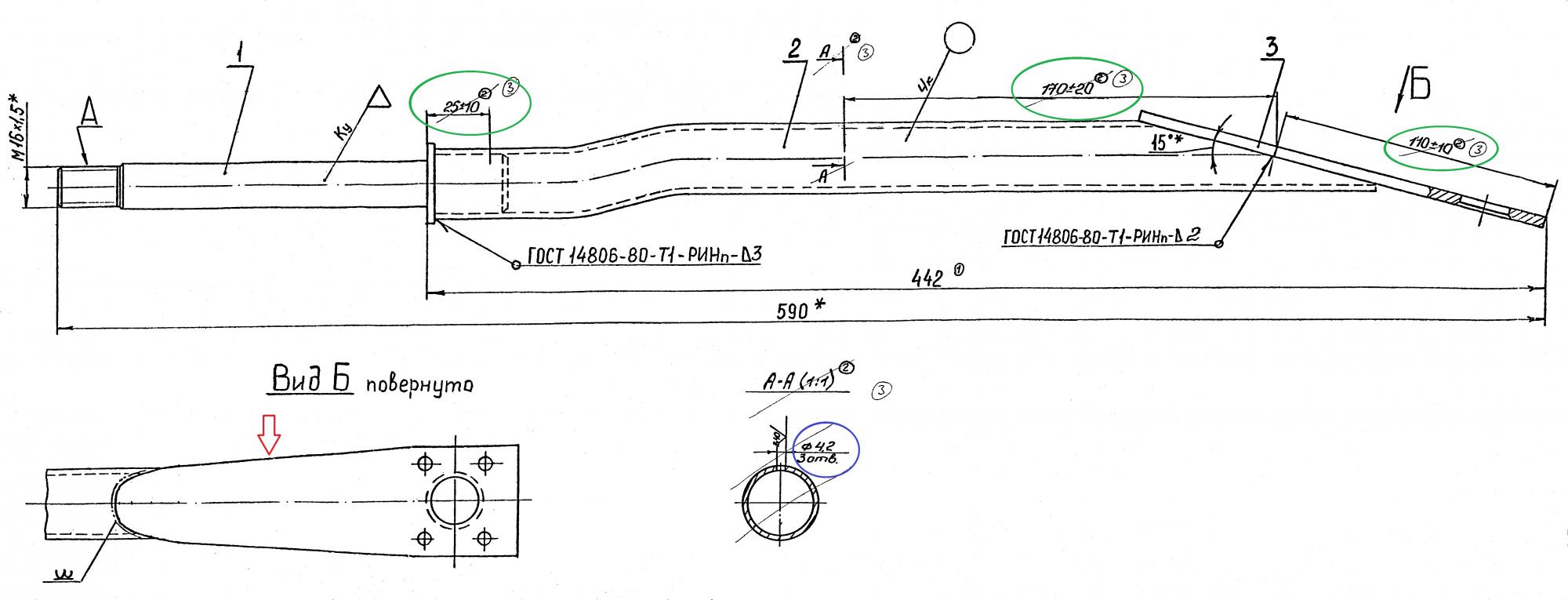
Рисунок К2.2.110: фрагмент сборочного чертежа Кронштейна
На Рисунке К2.2.110 изображен фрагмент сборочного чертежа Кронштейна, в состав которого входит Пластина (Поз. 3). Данные чертежа очень противоречивы:
1. Зеленым цветом отмечены три размера, введенные изменением №2. Судя по сечению А-А, одно из трех отверстий Ø4,2 мм (отмечено синим) и есть то самое газовое отверстие. Правда, непонятно, почему на Виде Б отверстие не показано (красная стрелка)?
Но теперь предполагаемое изменение чертежа нашей пластины должно выглядеть как на Рисунке К2.2.111.
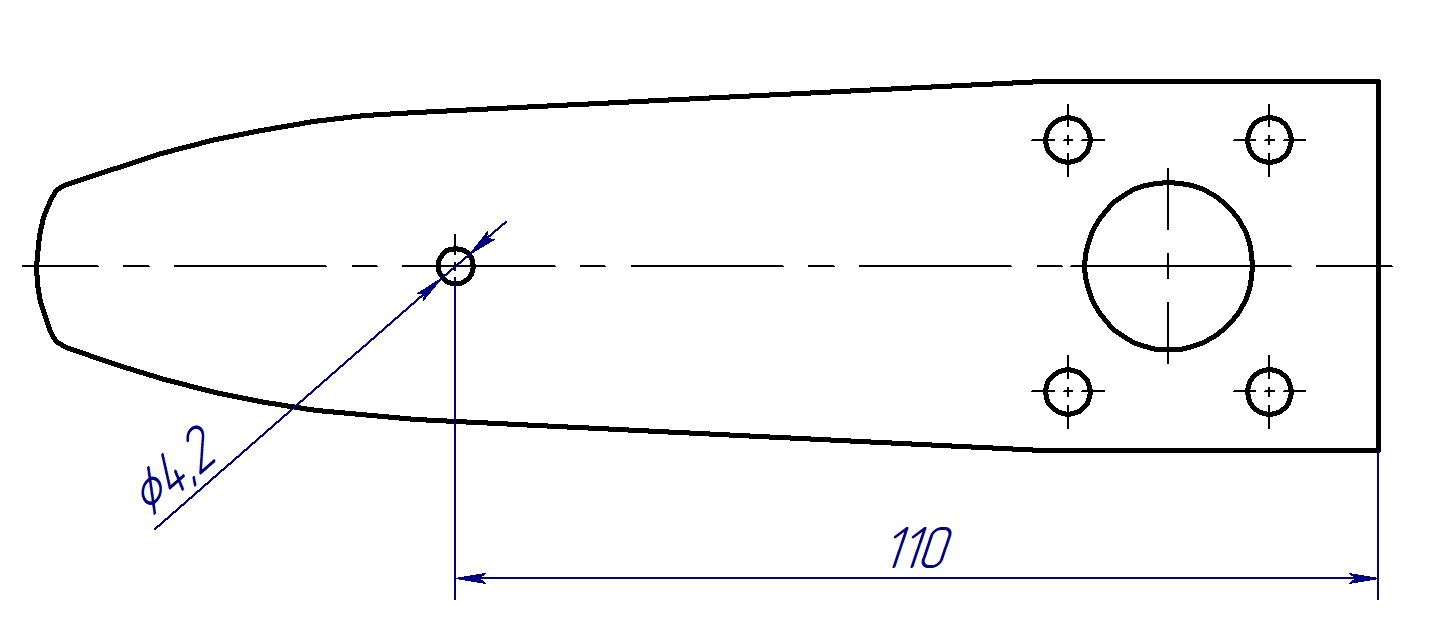
Рисунок К2.2.111: изменения чертежа пластины
2. Так же не ясно, почему изменением №3 выполнение отверстий было отменено. Предположу, что изначально планировалось добавить одно газовое отверстие на чертеж самой Пластины, но что-то помешало это сделать. И об этом «что-то» пойдет речь далее...
V. Технология кувалдытм.
Финал этой истории был поистине детективным: некоторое время я не мог сопоставить факт исчезновения со сборочного чертежа Кронштейна посредством изменения №3 трех отверстий с отсутствием одного из отверстий на чертеже Пластины, пока не вспомнил мой разговор со слесарем в момент обнаружения процесса сверления этого самого газового отверстия. Тогда работник слесарного участка обосновал операцию сверления наличием требования о выполнении газового отверстия в маршрутной карте, которую я позже получил по электронной почте от цеховых технологов (Рис. К2.2.112).

Рисунок 2.2.112: фрагмент маршрутной карты изготовления Кронштейна
Первый, второй и третий пункты маршрутной карты действительно требовали сверления газового отверстия с последующей его заваркой и зачисткой. Но появился новый вопрос:
Если изменение №3 отменяло сверление трех отверстий, то откуда слесарь брал размеры для разметки под последующее сверление газового отверстия?
Для решения головоломки оставался один шанс - пункт 4 маршрутной карты:
«сверлить 3 отв. Ø4,2 согласно 5-0200-0».
После получения в архиве копии сборочного чертежа 5-0200-0 (Рис. К2.2.113) ситуация стала еще более запутанной.
В суровой цеховой реальности происходили следующие процессы:
1. Слесарь выполнял сверление газового отверстия согласно требованию пункта 1 маршрутной карты.
2. Какого-либо чертежа или эскиза, из которых можно было бы почерпнуть геометрию выполняемого газового отверстия: его диаметр, координаты центра, - не было.
3. Получалось, что газовое отверстие размечалось по документу, в котором в сборке окончательного изделия выполнялись совсем другие отверстия.
4. Согласно маршрутной карте: газовое отверстие заваривалось и зачищалось, чтобы потом на том же месте просверлить новое отверстие.
5. Туманным остается ответ на вопрос: а действительно ли в тысячах Кронштейнах газовое отверстие заваривалось и зачищалось, что принималось ОТК, а потом на том же месте сверлилось новое отверстие?
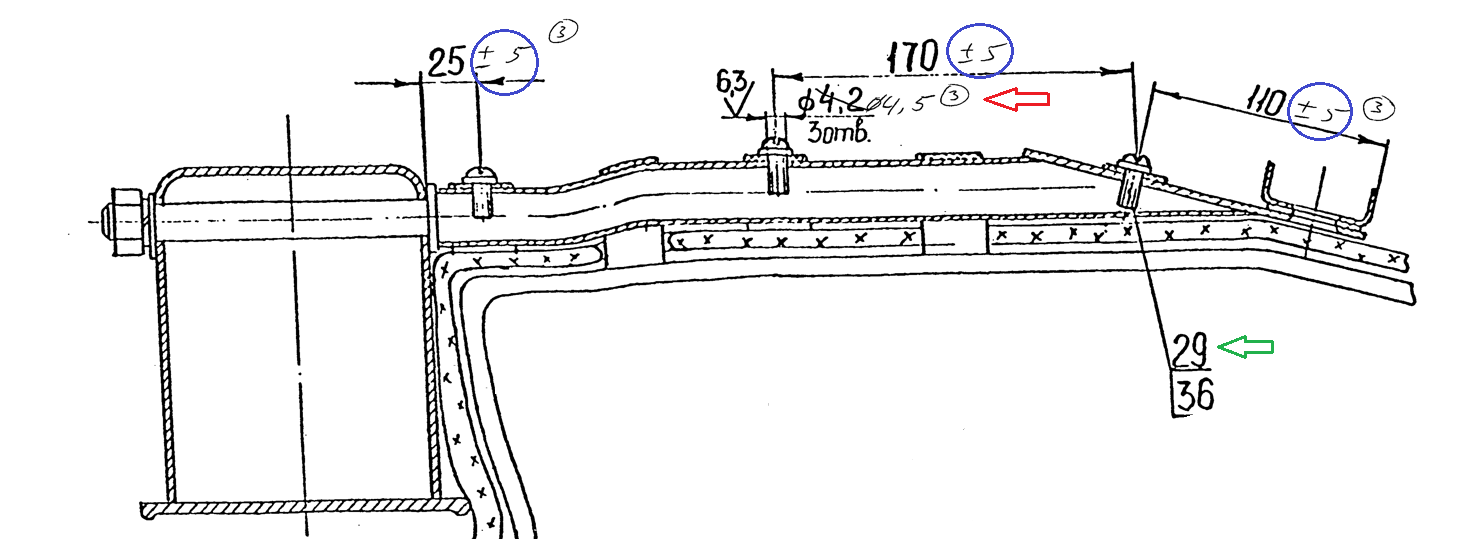
Рисунок К2.2.113: фрагмент сборочного чертежа, куда входит Кронштейн
VI. Фатальность ОСТа.
Следующим объектом «расследования» стал факт изменения №3 уже на сборочном чертеже, в который входит Кронштейн (Рис. К2.2.113). В пику маршрутной карте вместо выполнения трех отверстий Ø4,2 мм, в указанном сборочном чертеже требовалось сверлить отверстия Ø4,5 мм (отмечено красной стрелкой).
Все дело в обозначении метизов в ОСТах. Если по ГОСТ обозначение винта будет примерно таким: Винт М5-20 ГОСТ 17473-80, - то по ОСТ обозначение может содержать следующее: Винт 5-20-Ц-ОСТ 1 31528-80. Принципиальная разница в том, что в обозначении по ОСТ отсутствует бука «М». Видимо это и стало причиной последовательного применения конструкторами в сборочных чертежах Кронштейна и 5-0200-0 диаметра отверстий 4,2 мм под нарезание резьбы М5. Причина заблуждения на Рисунке К2.2.113 отмечена зеленой стрелкой: позиция 29.
Смотрим на фрагмент спецификации (Рис. К2.2.114):

Рисунок К2.2.114: фрагмент спецификации
Отсутствие буквы «М» в обозначении винтов по ОСТ сыграло несколько раз злую шутку с конструкторами, которые были уверены, что используется винт с метрической резьбой М5. А на самом деле ОСТ 1 31566-80 говорит вот о чем (Рис. К2.2.115):
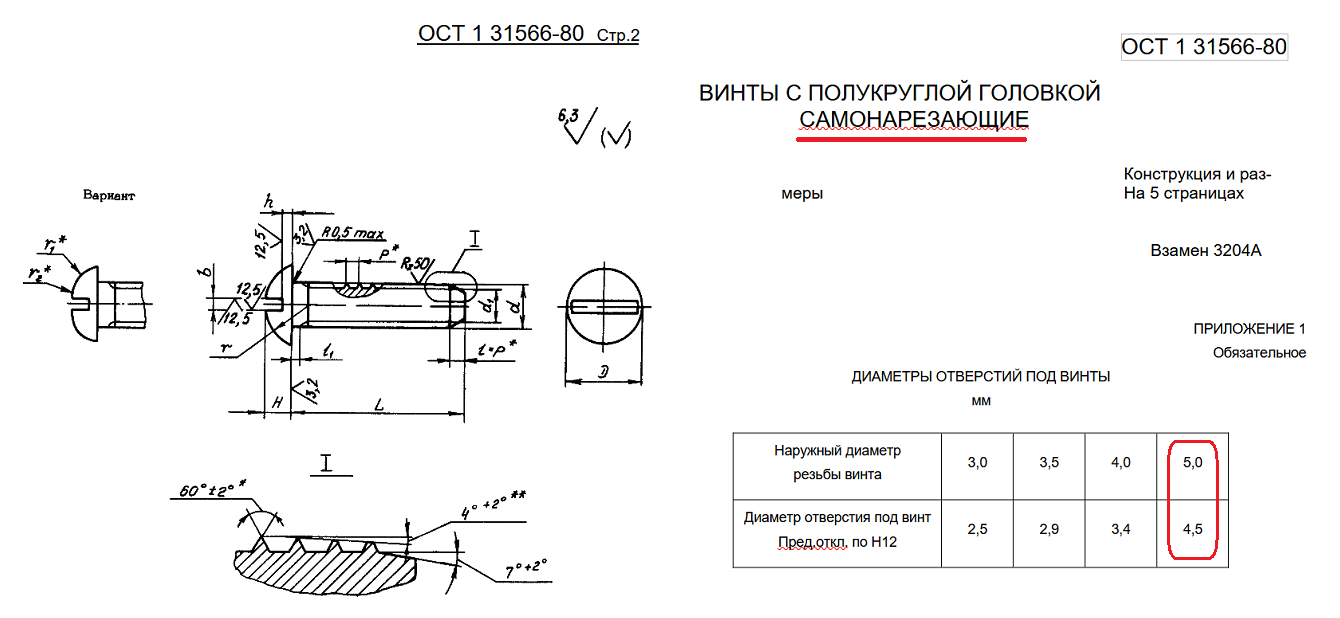
Рисунок К2.2.115: фрагмент ОСТ 1 31566-80
Оказывается, в конструкцию были заложены самонарезающие винты, называемые в простонародье саморезами, а для «Винта 5» по Приложению 1 ОСТ 1 31566-80 должно выполняться предварительное отверстие Ø4,5 мм, что выделено красным прямоугольником на Рисунке К2.2.115.
VI. Послесловие.
В бурных потоках производственных заказов не разбиться о торчащие из волн заготовок валуны порогов воцарившейся в цехах и на участках «Технологии кувалды» было практически невозможно.
1. В тысячах Пластин выполнялись газовые отверстия. При этом слесарь при разметке таковых отверстий руководствовался своим видением их координат, получая их то ли по отмененным изменением размерам на сборочном чертеже Кронштейна, куда входила по спецификации Пластина, то ли размечая газовое отверстие от полки воображаемого швеллера на сборочном чертеже, в который входил уже Кронштейн.
2. После приварки Пластин тысячи газовых отверстий, согласно маршрутной карте, должны быть заварены и зачищены. А позже на том же самом месте сверлятся снова отверстия. На ранее заданный вопрос: «А могло быть, чтобы газовые отверстия не заваривались и не зачищались?» - можно ответить так: скорее всего, нет. Дело в том, что разметка и сверление трех отверстий (то ли Ø4,2 мм, то ли Ø4,5 мм), конечно же, выполняться на сварочном участке не будут. Заготовки Кронштейнов сдадут со сварочного участка ОТК, и далее они переместятся на слесарный участок, где как раз и происходят операции разметки и сверления тех самых трех отверстий на каждом Кронштейне.
3. Вопрос о «рассверливании» отверстий Ø4,2 до Ø4,5 я вынес за рамки текущего расследования. Был много раз свидетелем, когда маршрутная карта имела приоритет перед информацией чертежа. Как при этом принимало работу ОТК — это тоже часть моего будущего дополнительного расследования.
4. То, что цеховые технологи по записи в спецификации:
«Винт 5-16-Кд-ОСТ 1 31566-80», - внесли в маршрутную карту выполнение предварительного отверстия под нарезание метрической резьбы М5, и то же самое сделали конструкторы изменением при переносе выполнения трех отверстия со сборочного чертежа Кронштейна на сборочный чертеж, в который входит Кронштейн — это в большей мере ошибка тех, кто в 1980 году вводил целый пласт отраслевых стандартов ОСТ 1. Букву «М» в обозначение метизов с метрической резьбой по ОСТ 1 нужно, конечно же, добавить.
5. Что же касается моих ошибок, то я должен был действовать так:
5.1. Во первых, необходимо было сразу настоять на изготовлении вместо штампа вырубки контура штампа последовательного действия, в котором одновременно пробивались бы все нужные отверстия и формировался бы контур Пластины.
5.2. Во вторых, сперва нужно было посмотреть сборочный чертеж Кронштейна, куда входила Пластина, а также маршрутную карту его изготовления. После чего у меня возник бы вопрос: выполнять ли в Пластине газовое отверстие?
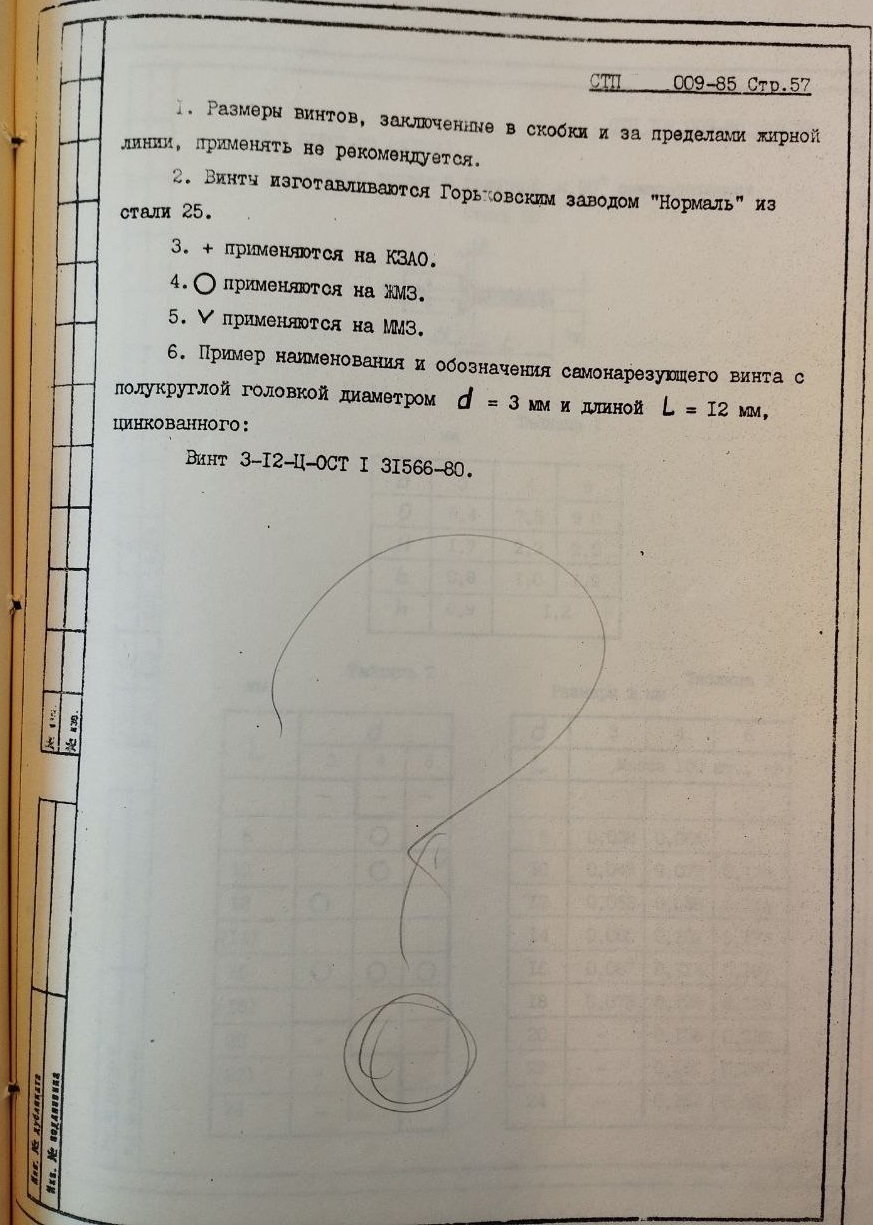
Рисунок К2.2.116: ОСТ 1 31566-80
5.3. Мог ли я получить изначально все данные, чтобы выполнить правильный штамп, в котором выполняется группа из пяти отверстий и газовое отверстие с диаметром под самонарезающий винт? Однозначно ответить на этот вопрос и после проведенного мной расследования трудно. Достаточно сказать еще о том, что в «бумажном» сборнике ОСТов метизов отсутствовало обязательное Приложение 1, с таблицей, определяющей предварительно выполняемые отверстий под самонарезающие винты (Рис. К2.2.116).
Единственное, в чем я уверен, это в том, что все мои ошибки можно было бы избежать, если бы на чертеже Пластины кроме уже имеющихся размеров, были даны размеры для газового отверстия так, как это показано на Рисунке К2.2.117.
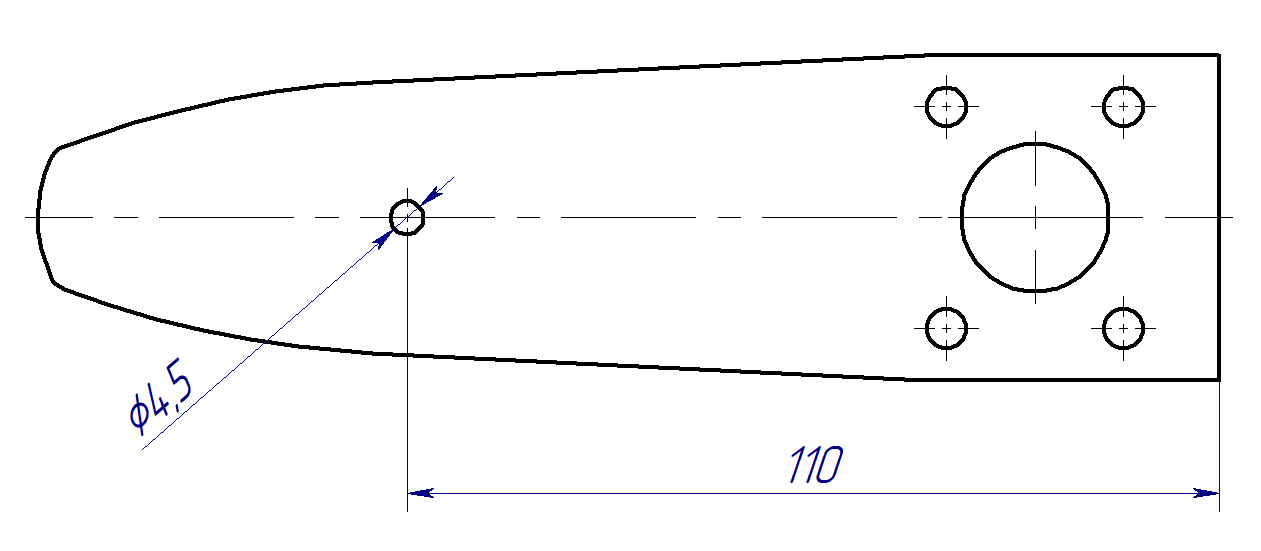
Рисунок К2.2.117: окончательный вариант Пластины
В заключение выскажусь о всем приведенном выше одной короткой фразой:
Ошибка была неизбежна! Но это уже совсем другая история...
VII. Ссылка на документацию и 3D модели оснастки в формате STEP и Parasolid. Просмотр.
Комментарии
Человеческий фактор. Много всякого в нормативах повидал. Открываем
и смотрим таблицу 14.1 "Расстояние между опорами".
Сопромат никому не нужен.
У меня есть целый набор "приколов"... Пример:
1. В 1952 году создается нормаль, в которой делается ошибка.
2. В 1973 году вместо Нормали вводится ГОСТ, в который переписывают данные в ошибками.
3. В 1980 году пишется ОСТ. Туда снова перекочевывают те же самые ошибки...
Хохо, вы про хирургов и кладбище пишете, вспомнилось наподобие этого ГОСТа. Есть атлас анатомии человека под редакцией Синельникова, фундаментальный труд, все дела. По нему в т.ч. учатся студенты. Отвечаем топографическую анатомию и оперативную хирургию, тема то ли про шею, то ли про поясницу, уже не помню к своему стыду, преподаватель говорит отвечающему, что ответ неверный, но ругать сильно не будет. Мы сразу в смех:
- Типа как это, и вообще в атласе так.
- А вы учебник откройте. Там вскользь и не так.
Открыли.
- Синельников!
- Не Синельников, читайте авторов.
Читаем, пара академиков, членкоры, профессора в ряд, потом немного доцентов и ассистентов, потом аспирант Георгадзе...
- Вот-вот, примерно отсюда начинаются настоящие авторы текста, и дальше фамилии есть, и скорее всего и Георгадзе не виноват.
- А как же редактура?
- Третье издание с изменениями, Синельников старенький уже был, а остальные другими делами заняты.
Хорошо, что у хирургов есть простые правила без фундаментальных трудов.
Родственник у меня есть. Недавно за столом вместо сидели...
Доктор медицинских наук. Профессор. Хирург, Заслуженный врач России, "диабетическая стопа", автор многих монографий... Много чего интересного рассказывал...
а с других спрашиваем))
Ну, пока спрашивают с тех, кто пользуется стандартами, в которых есть ошибки...
Может быть не совсем в тему.
В далёкие годы зарабатывал на ниве программирования. Как говорится - я был молод, мне нужны были деньги. Трэша и угара было немало, и чем контора была больше и процессы сложнее - тем загадочнее были результаты нашей, так сказать, деятельности. В особо запущенных случаях - мы вообще не знали что делаем. Просто данные на входе, логика, данные на выход.
Отмечу только один момент.
График-дизайнеры
покуривая интересные травываяли нетленки, что потом попадали верстальщикам. Те, грозясь набить морду первым- чтобы подлечить нервы, убегали на перекур каждые 15 минут. Результаты полученные от верстальщиков попадали уже к "настоящим погроммистам", что заливая себя вёдрами кофе и двумя пачками сигарет в день, кое-как собирали это всё в готовый продукт. Ну а "системные администраторы" которым иногда приходилось оставаться на ночь в офисе, потому что как обычно "в пятницу всё упало" - просто тихо ненавидели всех.Да в принципе законы построения процесса решения задач в разных отраслях в корне своем похожи...
Пуансон на вырубку заготовки нарисован очень старо. Сейчас так не делают, слишком затратно.
А чем "затратно" выполнить пуансон на несколько десятков тысяч заготовок?
Я вот, например, в большинстве штампов совмещаю направляющие планки со съемником.
Могу сказать, что планки отдельно рисовать "старо".
В конце концов я бы рассматривал такие простейшие штампы с точки зрения выполнения ими конечной задачи...